
furnizor de procese de ștanțare la rece de precizie

Descriere
| Tip produs | produs personalizat | |||||||||||
| Serviciu unic | Dezvoltare și proiectare matrițe-trimitere mostre-producție în loturi-inspecție-tratare suprafețe-ambalare-livrare. | |||||||||||
| Proces | ștanțare, îndoire, ambutisare adâncă, fabricare table, sudare, tăiere cu laser etc. | |||||||||||
| Materiale | oțel carbon, oțel inoxidabil, aluminiu, cupru, oțel galvanizat etc. | |||||||||||
| Dimensiuni | conform desenelor sau mostrelor clientului. | |||||||||||
| finalizarea | Vopsire prin pulverizare, galvanizare, galvanizare la cald, vopsire cu pulbere, electroforeză, anodizare, înnegrire etc. | |||||||||||
| Zona de aplicare | Piese auto, piese de mașini agricole, piese de mașini de inginerie, piese de inginerie de construcții, accesorii de grădină, piese de mașini ecologice, piese de nave, piese de aviație, fitinguri de țevi, piese de scule hardware, piese de jucărie, piese electronice etc. | |||||||||||
Avantaje
1. Mai mult de 10 anide expertiză comercială de peste mări.
2. Furnizațiserviciu unicde la proiectarea matriței până la livrarea produsului.
3. Timp de livrare rapid, aproximativ30-40 de zile.In stoc in termen de o saptamana.
4. Management strict al calității și control al procesului (ISOproducător și fabrică certificat).
5. Preturi mai rezonabile.
6. Profesional, fabrica noastră aremai mult de 10ani de istorie în domeniul matriței tablei metalice.
Administrare de calitate

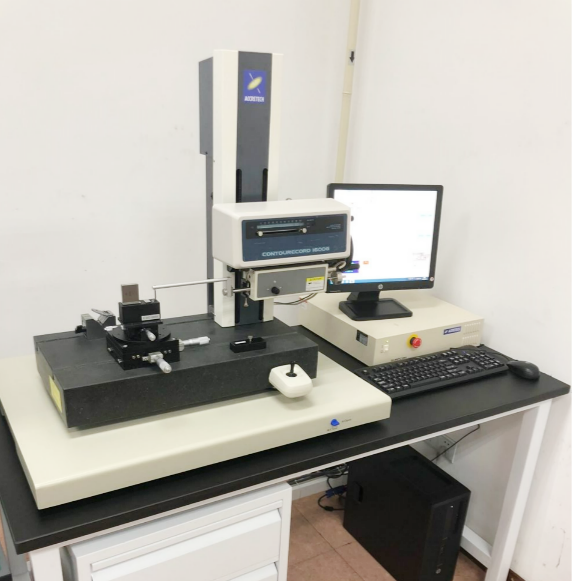


Instrument de duritate Vickers.
Instrument de măsurare a profilului.
Instrument spectrograf.
Instrument cu trei coordonate.
Poza de expediere




Proces de producție
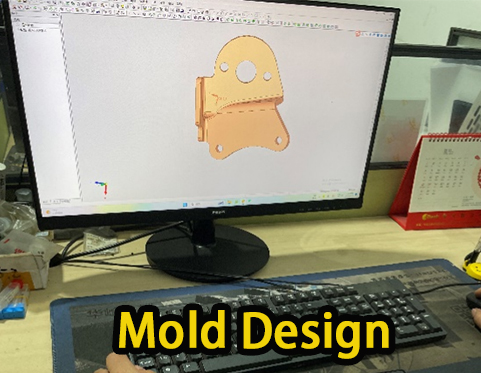



01. Design matriță
02. Prelucrare matrițe
03. Prelucrare de tăiere a sârmei
04. Tratament termic mucegai
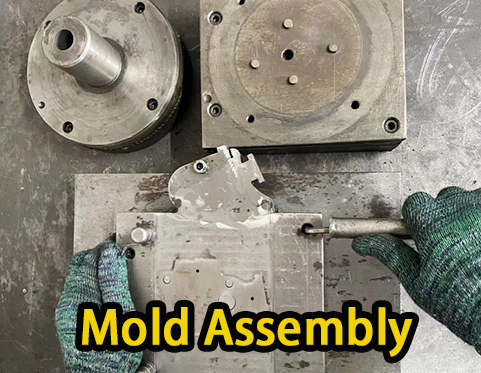



05. Asamblare matriță
06. Depanarea mucegaiului
07. Debavurare
08. galvanizare
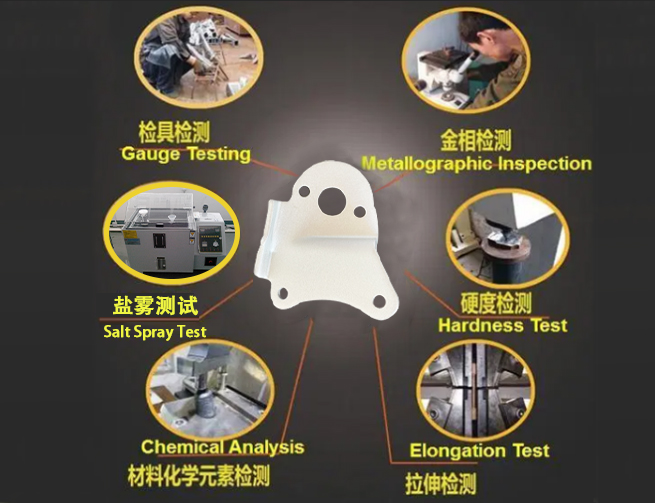

09. Testarea produsului
10. Pachet
Elementele de bază ale ștampilei
Ștanțarea (numită și presare) implică plasarea metalului plat sub formă de bobine sau semifabricat într-o mașină de ștanțat.Într-o presă, sculele și suprafețele matriței modelează metalul în forma dorită.Ștanțarea, ștanțarea, îndoirea, ștanțarea, ștanțarea și flanșarea sunt toate tehnicile de ștanțare utilizate pentru modelarea metalului.
Înainte ca materialul să poată fi format, profesioniștii în ștanțare trebuie să proiecteze matrița prin inginerie CAD/CAM.Aceste modele trebuie să fie cât mai precise posibil pentru a asigura un spațiu adecvat pentru fiecare perforare și îndoire pentru o calitate optimă a piesei.Un model 3D cu un singur instrument poate conține sute de piese, astfel încât procesul de proiectare este adesea destul de complex și necesită timp.
Odată ce designul unei scule este determinat, producătorii pot folosi o varietate de servicii de prelucrare, șlefuire, tăiere a sârmei și alte servicii de fabricație pentru a finaliza producția acesteia.
Procesul de proiectare a matriței metalice
Ștanțarea metalelor este un proces complex care poate include o varietate de procese de formare a metalelor - ștanțare, perforare, îndoire și perforare, printre altele.
Decuparea: Acest proces implică tăierea conturului brut sau a formei unui produs.Scopul acestei etape este de a minimiza și evita bavurile, care pot crește costul piesei și pot prelungi timpul de livrare.Acest pas este de a determina diametrul găurii, geometria/conicitatea, distanța dintre muchii și găuri și unde să introduceți primul poanson.
Îndoire: Când proiectați îndoituri în piese metalice ștanțate, este important să lăsați suficient material deoparte - asigurați-vă că proiectați piesa și semifabricatul acesteia astfel încât să existe suficient material pentru a efectua îndoirea.
Poansonare: Această operație are loc atunci când marginile unei piese metalice ștanțate sunt lovite pentru a aplatiza sau a rupe bavurile;aceasta creează margini mai netede în zonele turnate ale geometriei piesei;acest lucru adaugă, de asemenea, rezistență suplimentară zonelor localizate ale piesei și poate fi folosit pentru a evita procesarea secundară, cum ar fi debavurarea și șlefuirea.
Categorii de produse
-

Conectori structurali din tablă de înaltă rezistență...
-

Îndoit personalizat de înaltă precizie din oțel inoxidabil...
-

Piese din tablă de cupru personalizate de înaltă precizie
-

Piese de îndoire metal personalizate de bună calitate pentru mașină...
-

Ștanțare personalizată de tablă Prelucrarea pieselor metalice
-

Fabrică de matrițe pe patru fețe personalizate pentru îndoirea metalelor





